您好,欢迎进入 重庆狄煌机械设备维修有限公司 官方网站!
13350311998


回转窑轮带裂纹在线修复技术——重庆狄煌机械设备维修
发布时间:
2018-12-28
来源:
作者:
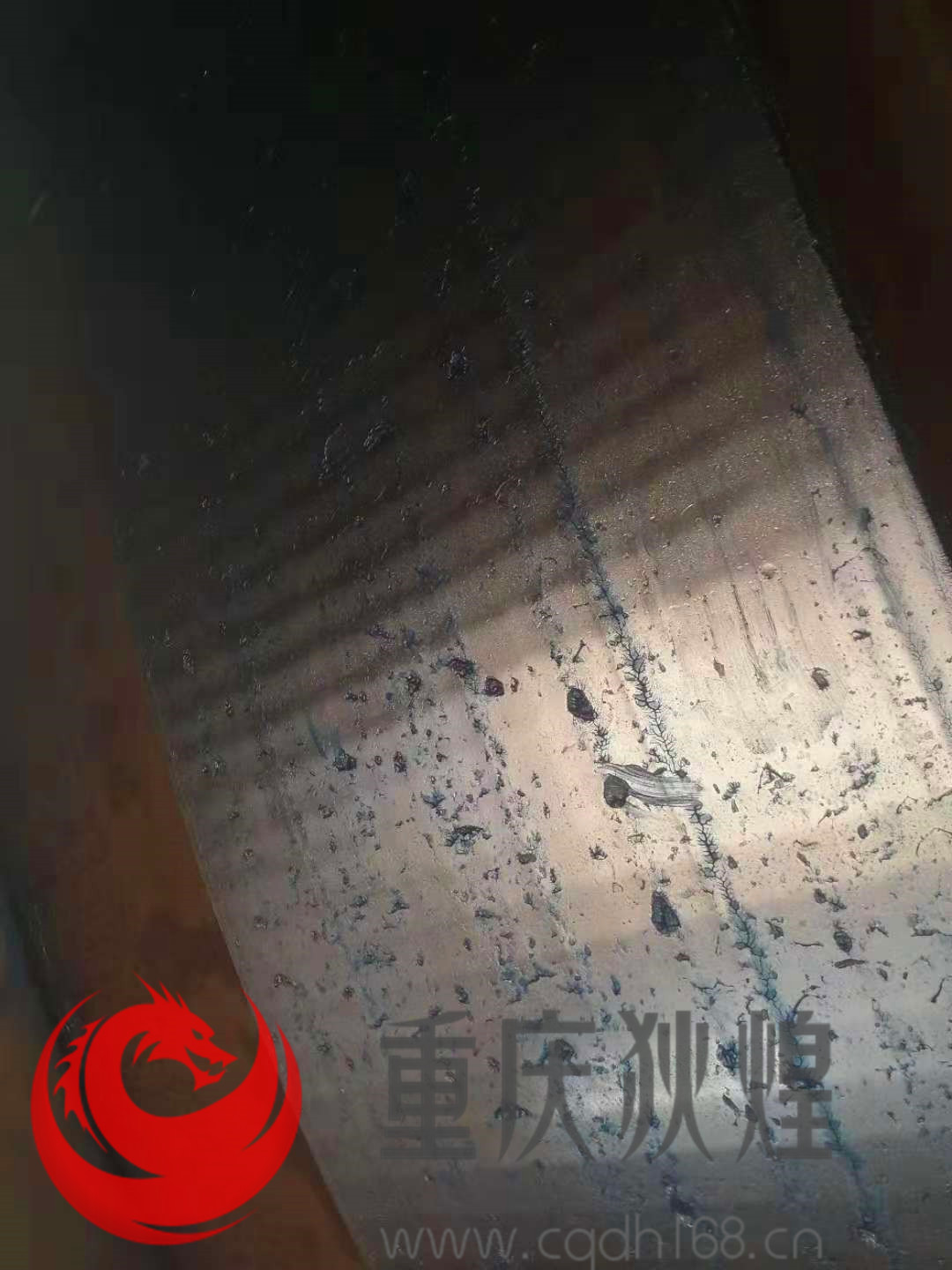
1 裂纹原因分析
因为轮带属大型铸钢件,内部难免存在着气孔和夹渣等铸造缺陷,在日常的生产过程中逐步扩展,最终出现表面裂纹。
2 轮带修复步骤
先对轮带表面裂纹进行探伤检测,然后气刨作业,铁渣清除。在裂纹源头处采用磁力钻开出止裂孔,以防止裂纹在轮带重力的作用下发生继续扩展和撕裂。钻孔时应持续用水(或冷却液)对钻头及钻孔部位进行冷却,防止钻头烧损。采用碳弧气刨逐层清理裂纹缺陷。注意事项:电焊机的接地线一定要直接与作业处连接,严禁搭于栏杆和机脚等处,防止造成电动机和减速机轴承轴瓦拉弧损伤。
2.1 裂纹清理过程中的检测
当沿裂纹刨削至一定程度且肉眼不可见时,应及时对四周铁渣进行清理,同时用着色渗透探伤剂进行裂纹走向检测。
2.2 实施分段刨削分段加固的技术方案
由于轮带内部的裂纹出现持续纵深延伸,为防止盲目刨削降低轮带强度,出现不可预知断裂或损伤,根据现场情况,决定实施分段刨削、分段焊加固的施工方案。
2.3 外形修复作业
完成焊接之后,根据轮带表面圆周的弧度要求,制作弧线模板,进行精细修补和打磨,以保证补焊金属表面的平整度,满足正常运转要求。 同时,轮带表面受力均匀,也将有利于在运转中更好地消除焊接残余应力。反复研磨后进行探伤检测,并对圆弧度、平整度进行修补,直至符合验收技术要求.
相关资讯
辊压机是20世纪80年代中期在国际上发展起来的高效粉磨设备。以其为主组成的挤压粉磨新工艺在增产节能方面有着显著的效果,受到国际水泥界的普遍重视,成为发展粉磨工艺的一项新技术。目前,辊压机已成为水泥粉磨系统的主要设备,由于辊压机结构较为复杂、载荷大、系统部件多、工作环境恶劣、零部件老化等因素,使用过程中难免出现故障。常见的有:辊面磨损、轴承温度过高、液压缸漏油严重、减速机高速轴漏油等。本文主要讨论H
2018-09-19

激光熔覆是指以不同的添料方式在被熔覆基体表面上放置被选择的涂层材料经激光辐照使之和基体表面一薄层同时熔化,并快速凝固后形成稀释度极低,与基体成冶金结合的表面涂层,显著改善基层表面的耐磨、耐蚀、耐热、抗氧化及电气特性的工艺方法,从而达到表面改性或修复的目的,既满足了对材料表面特定性能的要求,又节约了大量的贵重元素。 与堆焊、喷涂、电镀和气相沉积相比,激光熔覆具有稀释度小、组织致密、涂层与基体结合
2018-09-19
齿轮由于结构型式、材料与热处理、操作运行环境与条件等因素不同,发生故障的形式也不同,常见的齿轮故障有以下几类形式。 (1)齿面磨损 润滑油不足或油质不清洁会造成齿面磨粒磨损,使齿廓改变,侧隙加大,以至由于齿轮过度减薄导致断齿。一般情况下,只有在润滑油中夹杂有磨粒使,才会在运行中引起齿面磨粒磨损。 (2)齿面胶合和擦伤 对于重载和高速齿轮的传动,齿面工作区温度很高,一旦润滑条件不良,齿面间的
2018-09-19
减速机是在原动机和工作机或执行机构之间起匹配转速和传递转矩的作用,减速机是一种相对精密的机械,使用它的目的是降低转速,增加转矩。现在企业的设备多为大型设备,拆卸修复复杂。设备在生产运行中,由于安装不到位、检修不及时、润滑不足等各种因素,导致轴头经常损坏,轴承座磨损现象也时常发生。轴承座磨损问题一旦出现,部件的更换费用高昂,制造周期较长。 技术特点: 1、补材与基体冶金结合,结合牢固、致密、不脱
2018-09-19

是中国交通企业协机械零件修理中心、中国设备管理协会机械零件修理中心、中国机械工程学会设备维修分会机械零件修理中心,设备维修一级资质企业。金属修复和金属表面处理专家。
联系方式